Ne habozzon üzenetet küldeni
I. Bevezetés: A „Lehetetlen” feladat megoldása A "szögletes csap beillesztése egy kerek lyukba" kifejezés univerzális szimbólum...
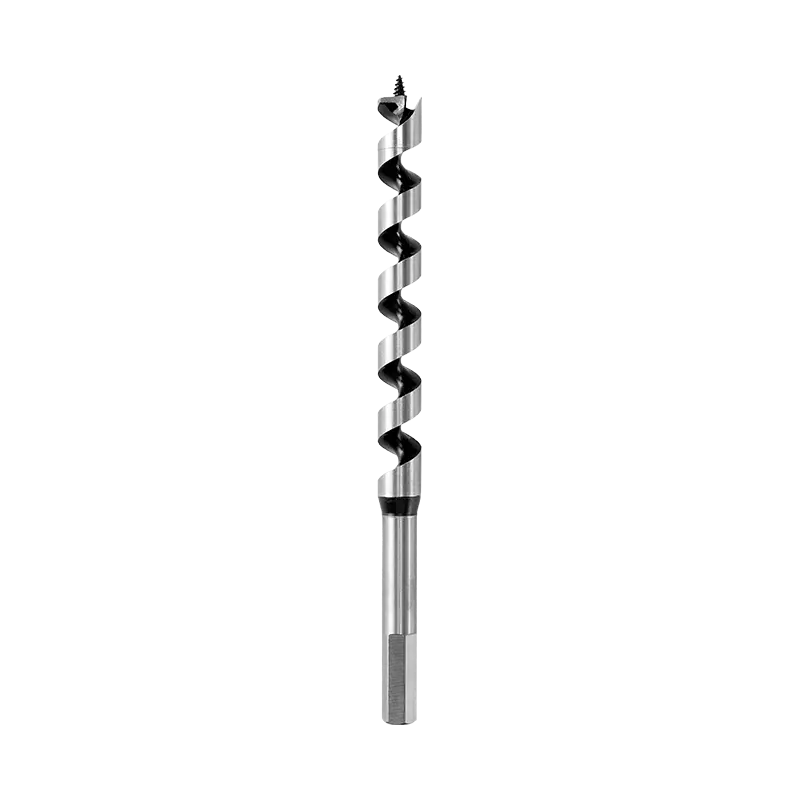
OLVASS TOVÁBBA fúrófej egy vágószerszám, amelyet fúróval használnak anyag eltávolítására és hengeres lyukak létrehozására a munkadarabban. Ez az egyik legalapvetőbb eszköz a megmunkálásban, az építésben és a gyártásban. A fúrószárakat úgy tervezték, hogy nagy sebességgel forogjanak, miközben axiális erőt fejtenek ki, lehetővé téve a vágóélek számára, hogy minden fordulattal fokozatosan elnyírják vagy lekopogják az anyagot.
A fúrófej alapvető anatómiája magában foglalja a pont (a vágást kezdeményező hegy), a furulyák (spirális hornyok, amelyek kiszívják a forgácsot és szállítják a hűtőfolyadékot), a szár (a tokmány által tartott rész), és a test (a fő munkahossz). Az egyes jellemzők variációi meghatározzák a bit teljesítményét a különböző anyagok és alkalmazások között.
A fúrószárak sokféle anyagból készülnek – beleértve a gyorsacélt (HSS), kobaltötvözeteket és volfrám-karbidot –, és bevonhatók titán-nitriddel (TiN), fekete-oxiddal vagy gyémántszerű szénnel (DLC), hogy meghosszabbítsák a szerszám élettartamát és csökkentsék a súrlódást. A globális forgácsolószerszám-piac, amely magában foglalja a fúrószárakat is, felértékelődött 9 milliárd USD 2023-ban és továbbra is növekszik a repülőgépipar, az autóipar és az építőipar iránti kereslet mellett.
Egy csésze fúró - más néven a Forstner kicsit vagy lapos fenekű fúrófej – egy speciális famegmunkáló szerszám, amelyet tiszta, lapos aljú, sima oldalfalú furatok vágására terveztek. Ellentétben a szabványos csavaró bitekkel, amelyek kúpos mélyedést hagynak az alapon, a csészefúrók hengeres üreget alkotnak, amely ideális rejtett zsanérokhoz, tiplizsebekhez és süllyesztett vasalatokhoz.
A legfontosabb szerkezeti különbség az peremvezérelt vágási kialakítás : a külső kör alakú perem elvégzi az elsődleges vágást és meghatározza a furat átmérőjét, míg egy kis középső bordás bevágja a fa erezetét, hogy megakadályozza a kiszakadást. Ezáltal a csészefejek különösen hatékonyak a keresztirányú vágásoknál, ahol a közönséges bitek hajlamosak elvándorolni vagy széttörni a felületet.
A csészefejek 10 mm-től 150 mm-ig terjedő átmérőben kaphatók, és jellemzően fúróprésekkel használják a precíziós mélységszabályozáshoz, bár kézi fúróval is használhatók, ha egy szál vezérli őket. Nem alkalmasak fémre vagy falazatra – a felhasználás nagyrészt tömörfára, rétegelt lemezre és MDF-re korlátozódik.
Keményfém fúrószárak – készült volfrámkarbid (WC) kobalttal kötve – olyan alkalmazásokhoz tervezték, ahol a szabványos HSS bitek meghibásodnak vagy túl gyorsan kopnak. A Vickers 1500 HV feletti keménységi besorolásával (a HSS durván 800–900 HV-hoz képest) a keményfém 900 °C feletti hőmérsékleten is megőrzi vágóélét, így a nagy sebességű CNC megmunkálás, csiszolóanyagok és kemény munkadarabok kedvelt választása.
A tömör keményfém fúrókat jellemzően megmunkáló központokban használják kézi fúrók helyett, mert keménységük miatt törékennyé is válik az oldalirányú ütés vagy rezgés hatására. A keményfém hegyű bitek – amelyek az acél testet keményforrasztott keményfém hegylel kombinálják – nagyobb ütésállóságot biztosítanak, és gyakrabban fordulnak elő építőiparban és általános műhelykörnyezetben.
| Anyag | Keményfém bit típus | Kulcselőny |
|---|---|---|
| Edzett acél/rozsdamentes | Tömör keményfém csavaró bit | Hőállóság, éltartás |
| Öntöttvas / ötvözött acélok | Keményfém hegyű bit | Kopásállóság |
| Beton / falazat | Keményfém SDS / kalapácsfej | Ütésállóság |
| Üvegszál / CFRP kompozitok | Tömör keményfém merevítő vagy egyenes fuvola | Minimalizálja a delaminációt |
| Kerámia/üveg csempe | Keményfém lándzsahegyű bit | Repedésmentes belépés |
CNC gyártási környezetben, A tömör keményfém fúrók 3–10-szeresére növelik a szerszám élettartamát a HSS-hez képest 40 HRC feletti edzett acélok fúrásakor, ami közvetlenül csökkenti az állásidőt és a furatonkénti szerszámköltséget. Az építőiparban a keményfém hegyű SDS-plus és SDS-max bitek továbbra is a szabvány a vasbeton fúrókalapácsos fúrásánál – a fúrófej geometriája az ütőhatást a forgó vágással kombinálja, hogy hatékonyan behatoljon a sóderbe.
A megfelelő fúrófej kiválasztása négy változóból áll: a munkadarab anyaga, a szükséges furatgeometria, a gép típusa és a gyártási mennyiség . A nem megfelelő fúró nemcsak lerövidíti a szerszám élettartamát, hanem a munkadarab sérülését, mérethibáját, valamint a fúró terhelés alatti töréséből adódó biztonsági kockázatokat.
Az anyagon túl mindig vegye figyelembe a mélység-átmérő arány : az átmérő 5-szörösénél mélyebb furatokhoz parabolikus hornyú vagy mélyfuratú bitek szükségesek szakaszos visszahúzási ciklusokkal a forgácsok eltávolításához és a hőképződés megakadályozásához. Az olyan gyártási fúrásoknál, ahol több száz azonos furat szükséges, a precíz pontgeometriájú bevonatos keményfém fúrókba való befektetés jelentősen csökkenti a furat költségét az olcsóbb HSS alternatívákhoz képest.
I. Bevezetés: A „Lehetetlen” feladat megoldása A "szögletes csap beillesztése egy kerek lyukba" kifejezés univerzális szimbólum...
OLVASS TOVÁBBA fémmegmunkálás mindig is az ipari fejlődés sarokköve volt, az autóipari alkatrészektől a...
OLVASS TOVÁBB1. Mik azok a vízpumpa fogók? – A rugalmas „all-rounder” eszköz A modern ipari gyártásban és napi karbantartásban...
OLVASS TOVÁBBA megfelelő ipari forgácsolószerszámok kiválasztása kritikus döntés, amely közvetlenül befolyásolja a gyártás hatékonyságát...
OLVASS TOVÁBB+86-573-84611229
+86-573-84611518
NO.35 Yucao Road, Ganyao Town, Jiashan City, Zhejiang tartomány, Kína
Szerzői jog © Zhejiang URUS Tools Co., Ltd. privacy policy
